Check out in which products you can find our aluminium.
Check out in which products you can find our aluminium.
Check out in which products you can find our aluminium.


Our Mission
As global experts in aluminum manufacturing, our mission is to drive the development of sustainable mobility and improve the quality of life for all of us with creative, smart and sustainable aluminum solutions.
2.500
Employees
6
Countries
240
Years of experience
550
Mio € Revenue (2024)
12
Plants


Our technologies
Casting

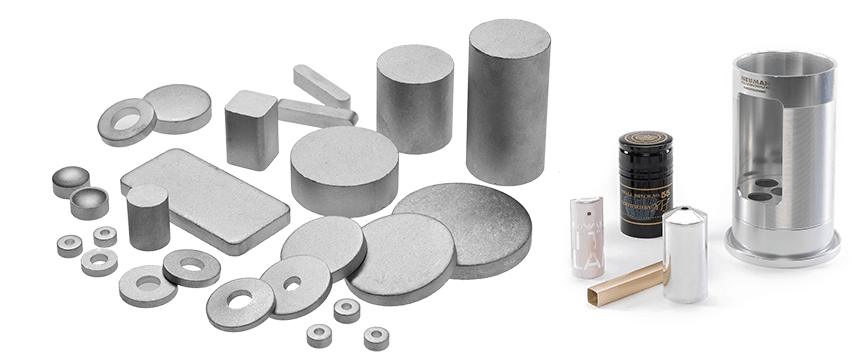
Impact Extrusion
Direct Extrusion
Profile processing and shaping

Markets








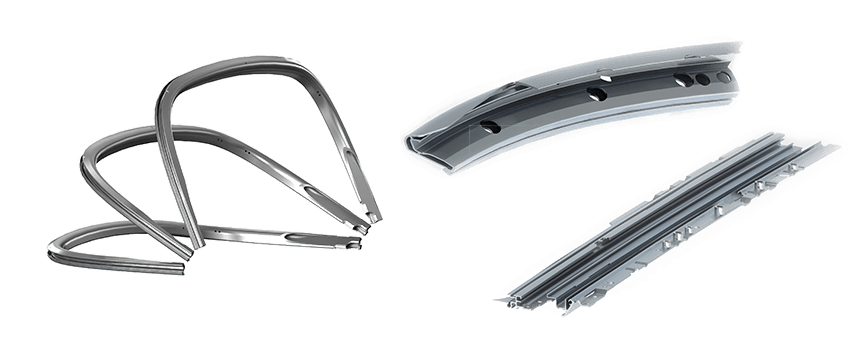
Mobility
E-mobility, chassis components, ADAS, system components, public transport, safety, roof opening systems
Products and markets
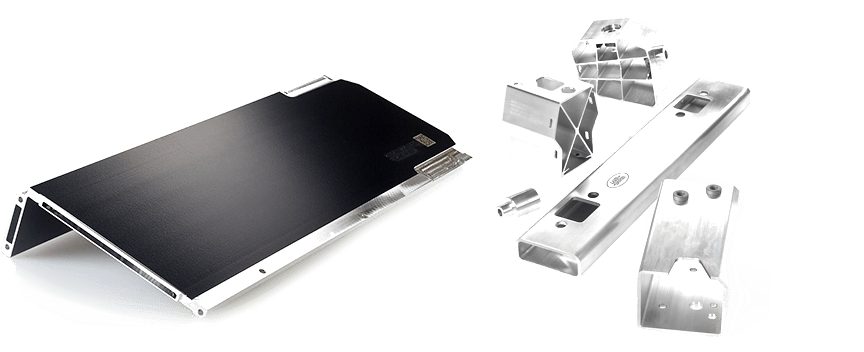
Construction industry
Roof, facade, windows, doors, garden, interior and office furniture
Products and markets
Packaging
Tubes, aerosol cans, lids and caps
Products and markets
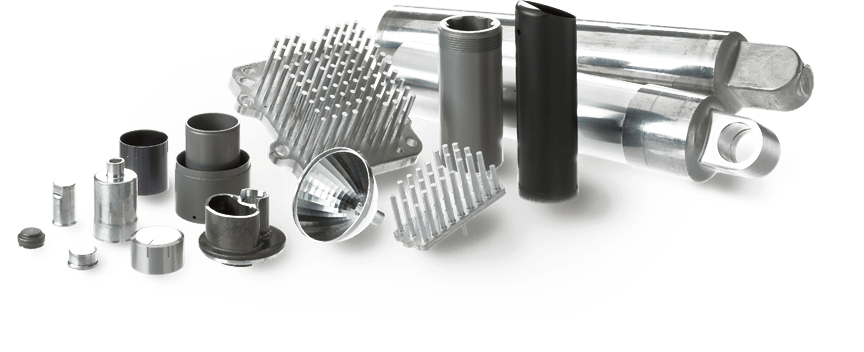
Electrical engineering
Heat sinks, lamp housings
Products and markets
Other industries
Mechanical engineering, medical technology, consumer goods, leisure goods, pyrotechnics and household goods
Products and markets


Our responsibility
Our responsibility
We are committed to reducing our CO₂ footprint and having a positive impact on society and the global ecosystem.
News

The Aluminum Valley: Marktl in Austria
The Aluminum Valley: Marktl in Austria
We stand for innovation, openness and collaboration. In collaboration with startups and visionary companies, we want to break new ground and find solutions for the challenges of the future. Join us and contact us!


Our team spirit leads to our customers’ success
A happy, motivated team makes a significant contribution to our customers’ satisfaction. Hence we always ensure a positive working environment, offer training, development opportunities and international career paths.
Events

Work for Neuman Aluminium
Become part of the Neuman family!